
Wire Mesh and Cloth Weaving
To meet customer demand for specialized mesh and localized manufacturing, we weave technically advanced weaves such as sound modulation acoustic mesh and high-value alloys in our North American and European locations.
Slitting & Shearing

Mesh Coating, Mesh Plating, & Other Finishes
We offer different mesh coatings and finishes that can enhance the function, corrosion protection, durability, aesthetic value and electrical properties of the mesh.

Cleaning
Many customers require us to remove oils, dirt, or debris from their wire, or wire cloth components. We offer a wide variety of cleaning methods such as vapor degreasing, ultrasonic, aqueous, or thermal cleaning.

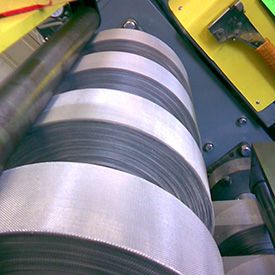
Calendering
Calendering flattens the wire and reduces the thickness providing a uniform and precise material thickness throughout the mesh. This is used for applications where a controlled thickness is necessary. This process also increases the stability of the woven wire cloth.

Heat Treatment
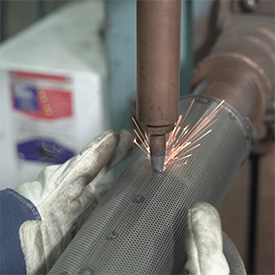
Welding (Tig/Mig/Resistance/Laser)
We have extensive capabilities to assemble smaller filtration and separation components using automated spot, seam, and circumferential resistance welding processes. Larger filters, housing, and other components are manufactured using TIG, MIG, and Laser welding capabilities. Our processes are designed to ensure strong, quality welds while focusing on precision and repeatability.
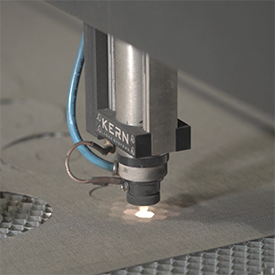
Laser Cutting
Our laser cutter provides us with additional capabilities to cut precise parts for filtration components. In addition, it allows us to process small runs and prototypes where a blanking machine is cost-prohibitive.