Understanding Micron Mesh Filters, Part Four: Case study – What not to do when designing with filtration wire mesh
A filtration system manufacturer was creating a filter assembly to meet a seawater regulatory specification with a 25-micron rating. They had already completed preliminary rounds of design approval before consulting with a mesh supplier, so they were already locked into a particular 25-micron weave. The approval of that mesh was based only on its micron retention rating. They knew they wanted the finished product in a highly saltwater corrosion resistant “Super Duplex” alloy.
The approved mesh in that alloy was very expensive, so they opted to use regular 316 stainless for the qualifying testing with the plan to purchase a large volume of the Duplex wire cloth once they were ready to proceed with production. This is a fairly standard practice.
| The Filter Manufacturer spent five years and over a million dollars on research and development – without consulting a mesh expert – to get their design approved by the relevant regulatory agencies, using the lower cost stainless steel for their prototypes instead of the ‘’Super Duplex” Alloy. |
When the customer came to us to source their mesh, our applications engineering team expressed reservations about using Duplex in this configuration without sintering, however the customer still wanted to move ahead since any changes would mean starting over from square one, and they had invested so much already.
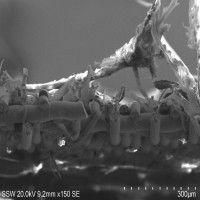
Unfortunately, when they started to test pre-production units constructed from the Duplex alloy, the engineers’ reservations proved to be correct, and the filters started to fail and tear as seen in Fig. 1.
When did the Project Start to go Wrong?

The customer had not anticipated that the Duplex stainless was more susceptible to cold working than the 316 alloy they used in their testing. The filtration system involved frequent back flushing of the filters. This cyclical backflushing fatigued the circumferential wire in the mesh by repeatedly subjecting it to hoop stress and flexing with each flush cycle. It did not take long for the filter layer of mesh to become brittle and tear from fatigue.
Due to the rigid bureaucratic approval process, the customer could not go back to the drawing board.
- They couldn’t change the filter layer specification or the mesh manufacturer without starting the prohibitively long approval process all over again.
- They couldn’t use the equivalent mesh in the 316 stainless because while it was dimensionally adequate for prototyping, longer exposure to seawater would corrode it.
- They could not change the mesh count or the weave of the filter layer.
- And they couldn’t sinter the filter layer to the support layer because their previous in-house testing found that backflushing failed to deblind the sintered mesh to their satisfaction.
Project Conclusion
Between the filter failures, the regulatory requirements, and pandemic supply chain and travel constraints on top of that, it all became too many hoops to jump through and they decided they too had had enough hoop stress. Eventually, they chose to shelve the project indefinitely.
In addition to the five years and million dollars the filter manufacturer invested, they also lost out on the potential gains of being first to market.
Case Study Conclusion: Start your project by contacting a mesh professional
In this case study, there were any number of small, on-the-fly design changes that could have gotten the filter assembly to work. The pitfall was not one of design plausibility. The pitfall was in getting regulatory approval for a component before adequately testing it in real world conditions which would have yielded the appropriate design changes prior to approval, such as sintering the filter mesh to a stronger backing material.
Even the most experienced filtration engineers, with decades of experience and numerous credentials will benefit from consulting or collaborating with a wire mesh expert very early in the development phase of a project. Doing so will help them to identify and prioritize the variables that go into selecting the right wire cloth for their filtration project, including:
- The many different ways mesh can be woven for different purposes.
- Factors that affect the durability and suitability of mesh for a particular purpose.
- Methods to optimize the filter design for manufacturability.
| The lesson is this: If you start with samples from an off-the-shelf catalog house for a filtration proof-of-concept, DO NOT let it get to the trial phase with that mesh. Call a mesh expert first. It could save you a million dollars. |
Note: This case study does not describe an oversight by a novice engineer, but a multinational company of established water treatment experts. This is not to disparage them, but to highlight just how tricky mesh selection can be. Wire mesh has a lot of secrets that can illude even the most experienced filtration system engineers. The best way to avoid costly mesh selection errors is early collaboration with experienced wire mesh professionals.